随着国内汽车制造业的快速发展,行业内的竞争、企业降本压力逐年加剧,在提高产品质量稳定性、生产效率方面,采用自动化生产方式的优势愈加明显。许多企业在投建新冲压线时会根据本企业的产品特性选用多台压机串(并)联自动线,或单台多工位压机冲压自动线、连续模开卷成形冲压自动线、开卷落料多工位压机冲压自动线,或对早期的人工冲压线进行自动化或半自动改造,以提高产品质量、生产效率,实现减员增效的目的。本文仅探讨早期多台压机串联人工冲压线的自动化改造方法。
早期多台压机串联的人工冲压线
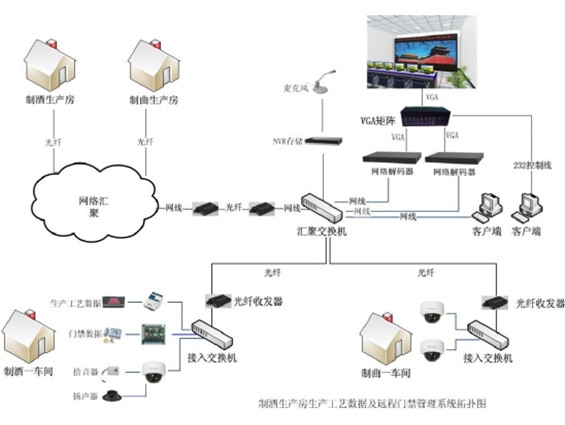
串联冲压线一般是指由4~6台压机以工作台前后相邻的方式沿生产线物流方向排列,早期冲压线设备安装基础有独立式、带式(地沟式)两种,带式基础可以在地沟内安装废料传送链以实现废料的自动收集。压机种类有机械式、液压式两种,机械式压机前期所需投资多,但生产效率高、维护成本低;液压式压机前期所需投资少,但生产效率低、使用维护成本高、对模具保护性能差。
早期压机工作台安装形式有固定工作台、移动工作台两种形式。固定工作台换模不方便、重庆自动化公司停机时间长,设备利用率低。移动工作台从移动方向上可分为前后移动方式和侧向移动方式两种,从工作台数量上又分单移动工作台、双移动工作台两种形式。单移动工作台虽然换模方便,但由于不能提前做换模准备工作,缩短停机时间的效果不明显,设备利用率依然不高;采用双移动工作台形式时,可以提前做换模准备工作、生产线停机时间短、设备利用率高,20世纪90年代后制造的压机设备(包括人工线、自动线)的工作台安装多采用 “I” 形或“T”形双移动工作台形式,这两种形式相比,“T”形占用场地面积相对少些。 、

有人说故障诊断凭借的是经验,认为年龄大的工程师更有经验,更能处理故障诊断的工作。可是年龄代表资历吗?年龄代表经验吗?真正决定水平的是思维!对待不同问题要看你的思路是否正确,工作方式是否规矩!
当一台设备突然出现问题不工作,或工作顺序失常。很多人会想到是不是程序错了?PLC坏了?很多工程师往往是这么想的。那就大错特错了。如果程序错误,你的设备以前怎么会运行呢?无论是什么品牌的PLC,都不可能在正常工作时突然坏掉,这样的几率要比中8000万大奖还低。那么到底应该如何考虑问题呢?
首先,我们已经清楚设备分为三大部分,那么我们就按下面的固定的顺序一步一步进行故障诊断。只要按照以下顺序,无论何种设备,一定会轻易的将问题找到!